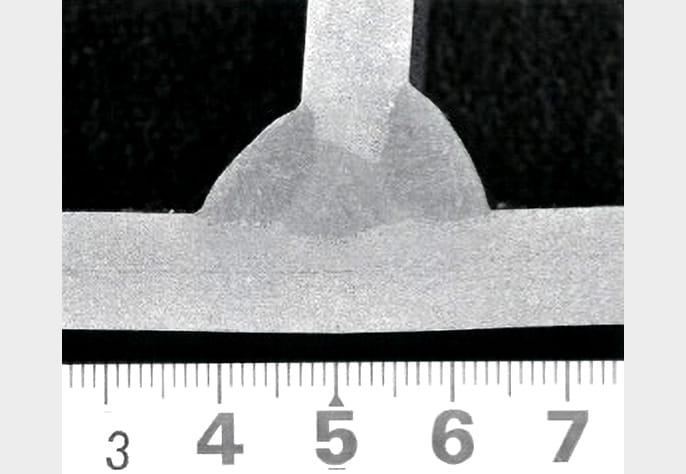
外観検査


外観検査は、鋼構造物の形状及び溶接部表面を視覚的に検査する方法です。
外観検査は、鋼構造物の形状及び溶接部表面を視覚的に検査する方法です。


超音波探傷試験は、超音波を試験体に伝搬させるときずがあるとそこで超音波の一部が反射され、探触子に受信されます。この現象を利用して、きずの存在位置や大きさの程度を知る方法です。


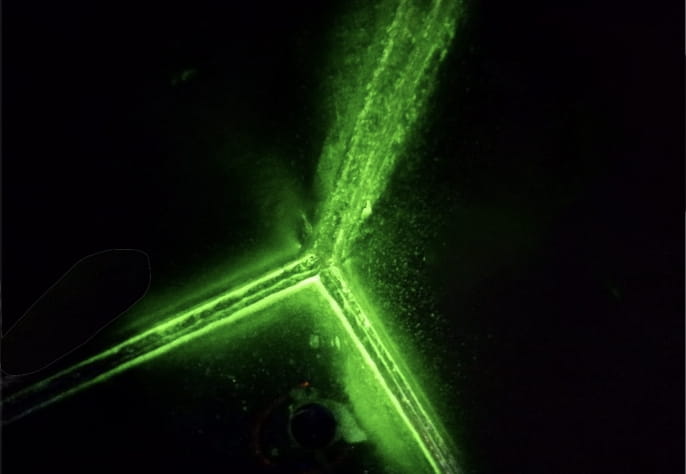
浸透探傷試験は試験体表面の開口しているきずの中に浸透液を浸み込ませ、この浸み込んだ浸透液を表面に吸い出すと同時に表面に広がらせ、浸透液のにじみ模様としてきずを検出する方法です。金属、非金属を問わず探傷することができます。

強磁性体の試験体に磁界を作用させると、試験体は磁化されて内部に磁束を生じる。試験体の表面及び表面直下に磁束を遮るようなきずがあると、その部分で磁束が空間に漏洩して、きずの両側に磁極が発生します。この時に試験面に磁粉を散布すると、きずの磁極部分に磁粉が吸着され磁粉模様を形成し、きずの存在を知ることができます。

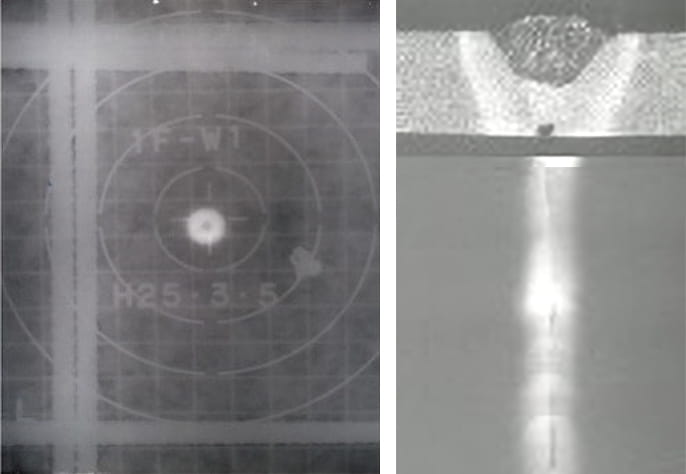
放射線透過試験は、放射線(X線やγ線)が試験体を透過する性質及びフィルムを感光させる性質を利用して、試験体内部のきずを撮影像としてX線フィルムに投影させる方法です。このX線フィルムの濃淡像を観察することにより、試験体内部のきずを検出することができます。

溶接技術に関する技術知識と施工及び管理に関する業務です。


超音波垂直探傷法によるアンカーボルトの定着長さ測定の手法で、アンカーボルトの途中での折れ曲がり、アンカーボルトの先端の形状が悪い他以外は、ほぼ正確に測定できます。

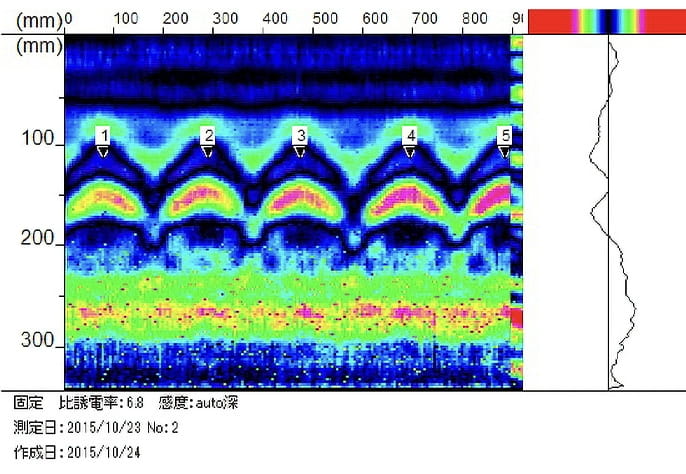
コンクリート構造物に埋設された鉄筋のかぶり厚や配筋状態を調べる方法として電磁波レーダ法または電磁誘導法が用いられます。電磁波レーダ法は、電磁波がコンクリート内部に伝わり、異なる物質(鉄筋、プラスチック菅、空洞等)の境界面で反射され、受信アンテナで受信されることにより反射源の位置を調べる方法です。

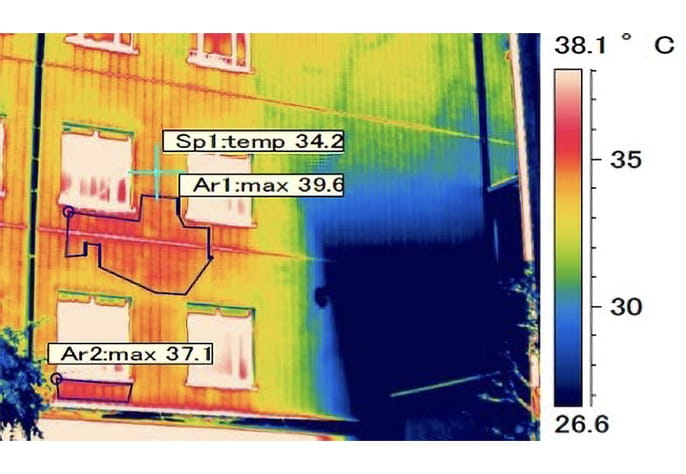
補修工事を行うために現状を把握するために外壁調査をします。打診調査、目視調査により、ひび割れ確認、目地の劣化及びタイルの浮きを調査します。
外壁赤外線調査は赤外線サーモグラフィーを使用して、放射エネルギーを表面温度に換算し、計測する方法です。この表面温度の違いを画像解析し、浮き箇所、割れ箇所等を特定することができます。
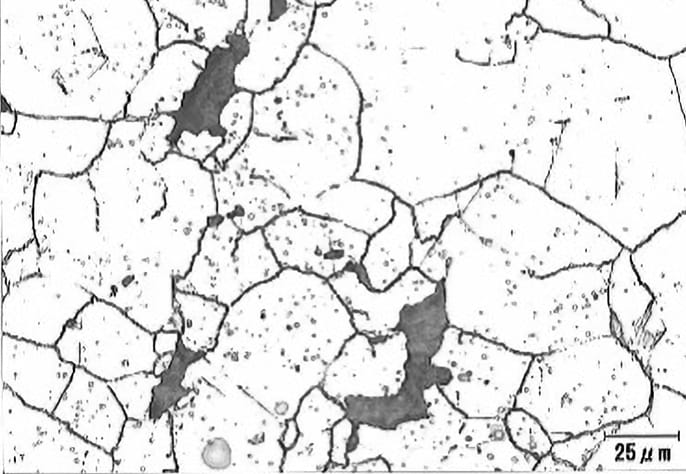
機械や構造物などに用いられる材料の性質を調べるための試験です。


機械試験の目的は「試験目的」と「検査目的」の2つがあります。
試験目的とは試験機によって必要な性質を数値として得る試験で、主に設計に利用するための試験を言います。一方、検査目的とは試験で得られた数値が製作仕様に合格するか否かを判断する試験を言います。
試験の種類としては、引張試験、曲げ試験、衝撃試験、硬さ試験があります。
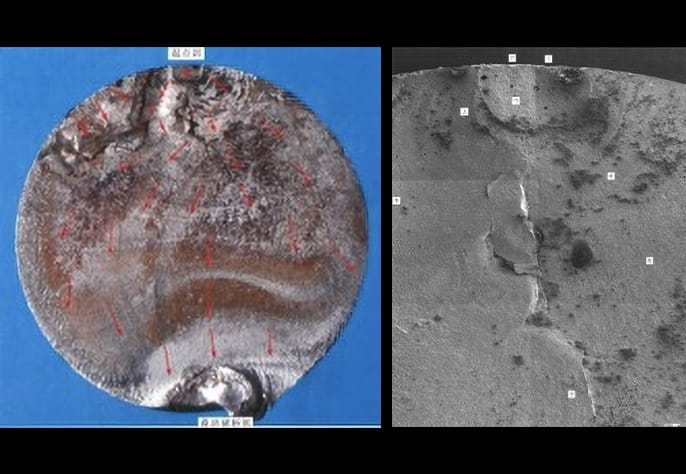
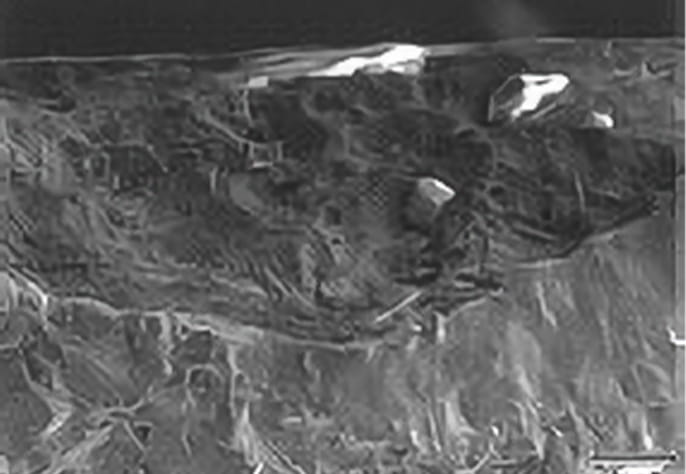
走査型電子顕微鏡による破面観察を行います。
非破壊検査のご依頼、お見積り依頼、その他のお問い合わせは下記よりお願いいたします。
お受けしたお問い合わせには、原則として3営業日以内にご返答させていただきます。
お電話
06-6775-0368
受付:平日9時30分〜16時30分FAX
06-6775-0369
受付:平日9時30分〜16時30分メールフォームからのお問い合わせはこちら